Telar Corp. 12995 Hawke Rd. Columbia Station, OH
Global Supplier of Industrial Plastic Injection Molding Parts & Supplies
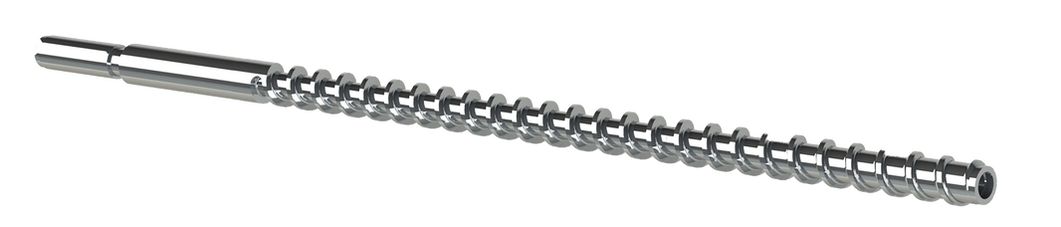
Most screws, including barrier screws, use a melting mechanism based on high shear between the barrel wall and the unmelted pellets. Since approximately 90% of the polymer is melted by high shear, melt temperatures are correspondingly high, especially at high throughput rates. This is both inefficient and potentially damaging to heat-sensitive materials.
The Bar-Mix screw is divided into two sub-channels with undercuts for superior mixing. The particles continuously change their position as they flow from one sub-channel into another sub-channel along the screw. This unique configuration of channels and undercut flights allows melt, as well as pellets, to interact without excessive pressure build-up. A particle in the surface layer of one sub-channel ends up in the center layer of the other sub-channel. As the plastic crosses over the undercut flights, it tumbles into the next channel. The crossover is repeated several times, and this Solid/Melt Flow mechanism gives uniform melt quality and uniform melt temperature by continuously mixing the melt. Undesirable hot spots inside the screw channel are eliminated. This yields homogeneity in melt properties as well as melt temperature. Unmelted pellets are continuously mixed with melted material so that thermal energy is transferred from the molten polymer to any unmelted pellets.



Full Encapsulation provides the ultimate in abrasion and corrosion resistance for single and twin feedscrews. This option covers the tops of flights, flight sides and the root/core of the entire feedscrew.
Carbide coating is recommended when process very high fiberglass content, calcium carbonate, titanium dioxide, metals, ceramic or other abrasive fillers.

Engineering & Design
Increase/Decrease Shot Capacity
Telar provides screws manufactured in high wear tool steel for your most demanding applications. Telar high wear tool steel screws are manufactured in CPM 9V a Crucible material with 9% vanadium carbide. We can also offer screws with an XC-1000 coating for extreme wear and corrosion resistance. We start with a 4140 screw substrate and then use a thermal spray weld up to .010/side of tungsten carbide coating for superior screw wear resistance.
Telar can design a screw specifically for your process to deliver peak performance. If you would like to decease cycle times, improve mixing, or reduce scrap rate then let the engineers at Telar help determine the optimal screw design. Sometimes a small change in design and/or material composition can result in significant overall screw performance.
Telar has hundreds of screws on the shelf for immediate delivery. Our GP screws can be either nitrided or welded with Colmonoy 56 hardfacing and either chrome plated or nitrided. These screws typically have a 3:1 compression ratio and are excellent for typical molding applications. We can ship same day and with low prices these represent an outstanding value. Please check out our current list of in stock screws available for immediate shipment.
We can repairing your worn injection, extrusion or blow molding screw back to OEM specifications. After inspection we will provide you with an analysis and price quotation to repair. The repair process includes stripping the current screw, grinding and elding stainless onto the flites, applying Colmonoy 56 hardfacing for protection and then applying chrome plating if required. A rebuilt screw can be a great value as it typically can cost 50 – 75% of the price of a new screw.
Nitralloy 135M: A tool steel machined and nitrided for 72 hours. An excellent low-cost alternative when excessive wear is not a primary consideration.
4140: A tool steel with good strength when surface threted or hard faced.
D-2: A high carbon/high chrome tool steel. Good wear resistance but low on torque strength
CPM-9V: Excellent for abrasive applications with very good wear characteristic.
Nitriding: Increases the hardness and life of tool steel screws such as 135M and 4140. Very cost effective.
Chrome Plating: Offers hardness and low friction with corrosion protection. Double and triple chrome plating often used for corrosive applications.
Carbide Coating: Guaranteed to double the life of a 9V screw.
Stellite #12: Cobalt based. Recommended for resins with a low percentage of filled materials. 40-47 RC hardness.
Colmonoy #56: Nickel based. More wear resistant than Stellite. Recommended for glass-filled or resins. 50 to 55 RC hardness
Colmonoy #83: Nickel-tungsten based. Contains tungsten carbide particles for extreme wear applications. 59-64 RC.
Telar is a leading supplier of front end components at the industries lowest prices. Huge inventory of screws, barrels, screw tips, end caps, nozzles and nozzle tips. We have inventory on many of the most popular injection molding machine makes and models. Same day shipping available on orders received by 5:00 pm EST. Rush orders 1-2 weeks.
Please visit our main website at www.telarcorp.com for more great savings on pneumatic conveying components and auxiliary equipment including loaders, dryers, chillers, temperature controls, hot runner controls, granulators and additive feeders.




![]()





Telar offers a complete selection of new barrels, many in stock for immediate shipment. Our barrels meet the strictest manufacturing requirements and we will provide expert assistance to help you choose the best barrel for your application. We also can repair worn barrels by resleeving or relining the existing barrel with either a bimetallic or tool steel liner.

Composition: Tungsten carbide particles dispersed in a corrosion resistant chromium nickel alloy matrix. This barrel offers both abrasive wear and corrosion resistance. Essential for molding resins with 30% or more of glass fillers or mineral fillers. Carbide barrels liners include Xaloy X-800, Wexco 777 and Reiloy R215.
Composition: A nickel-chrome alloy liner with boron and silicon hardening agents. This barrel offers some abrasive wear resistance and is used primarily for non corrosive resins. Can handle 10-20% glass filled resins. Standard bimetallic liners include Xaloy 102 and Wexco 666.
Composition: Tool Steel cylinders consist of a sleeve of abrasion resistant material for wear resistance. Depending on the resin we can provide either 10V tool steel which is manufactured with 10% Crucible vanadium carbide or D2 steel for general purpose applications.
Telar offers a barrel relines for your injection molding, extrusion, and blow molding application. If you send us the barrel we will provide a free analysis after inspecting the barrel condition for wear. Once this is completed we will provide you a price with several alternatives including length of sleeve, liner material and EDMI for full length resleeving options. Telar also offers quick turn around on your relined barrel if required.]

Repairing a barrel can save as much as 25% to 50% vs. buying new.
The savings on relining or refurbishing a worn extrusion or injection cylinder depends on many factors. Savings can be huge on very large or elaborately equipped extrusion or injection molding barrels (for instance water- or oil-jacketed barrels, pin barrels, or large rubber mixers) and may cost significantly less to repair relative to the original equipment price.
The process of repairing a barrel requires the removal of a portion of its inner wall—the metal surrounding the bore or screw channel—and replacing it with a newly manufactured, thin-walled bimetallic or tool steel sleeve or liner. It is absolutely essential that there be an extremely tight metal-to-metal fit between the liner and the original steel.
Producing a liner or sleeve actually involves all of the steps needed to make a new barrel, with the exception of some final machining steps and millwork. The overall repair process is as follows:
• The barrel is placed in a boring machine specially built for rigidity to prevent vibration while a long boring bar and special boring head are used.
• The inner wall of the barrel is bored out so that the resulting bore is approximately 1.0 in. larger than the original bore. This step is particularly difficult, since it involves boring through the extremely hard bimetallic inlay, along with a portion of the backing steel that makes up most of the thickness of the barrel. Boring has to be accomplished while maintaining straightness of approximately 0.005 in. TIR.
• A new liner is machined to approximately 0.5 in. wall thickness, maintaining an OD tolerance of 0.001 in. The liner, which consists of a hard bimetallic inlay material plus backing steel, has an OD that is actually slightly larger than the ID of the bored-out barrel.
• Through a special heat-shrinking process, the liner is secured with an interference fit inside the barrel.
• Final machining and polishing takes place. and barrel is inspected.
Telar is a leading supplier of front end components at the industries lowest prices. Huge inventory of screws, barrels, screw tips, end caps, nozzles and nozzle tips. We have inventory on many of the most popular injection molding machine makes and models. Same day shipping available on orders received by 5:00 pm EST. Rush orders 1-2 weeks.
Please visit our main website at www.telarcorp.com for more great savings on pneumatic conveying components and auxiliary equipment including loaders, dryers, chillers, temperature controls, hot runner controls, granulators and additive feeders.
![]()