Telar Corp. 12995 Hawke Rd. Columbia Station, OH
Global Supplier of Industrial Plastic Injection Molding Parts & Supplies
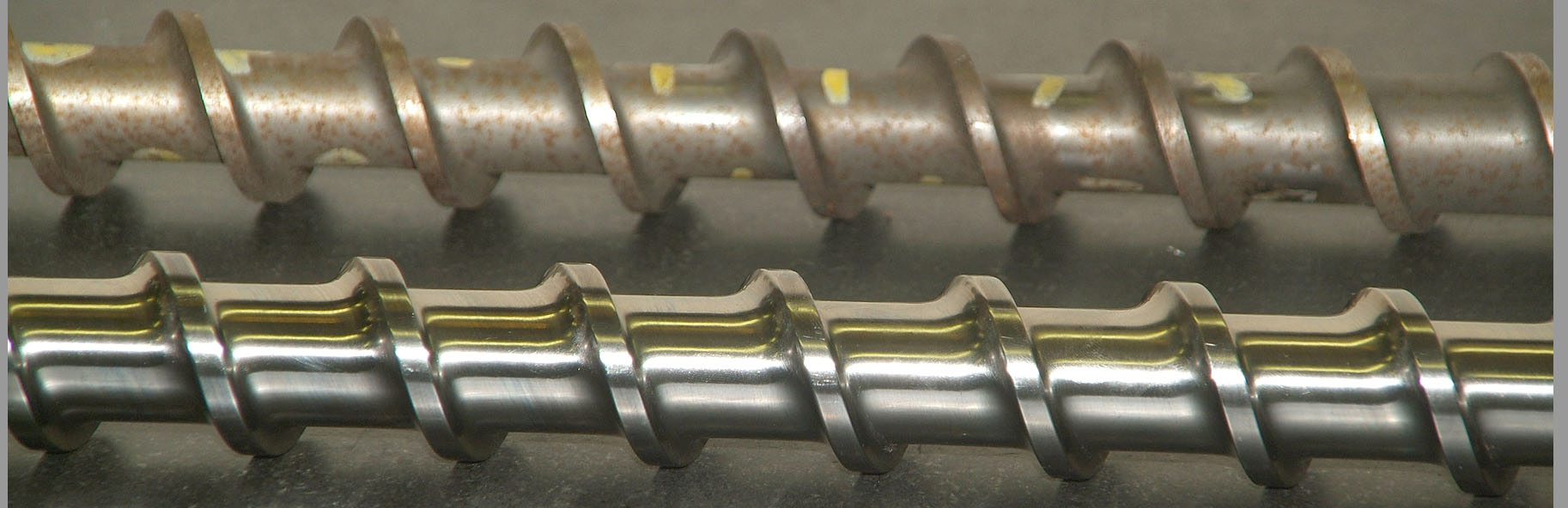
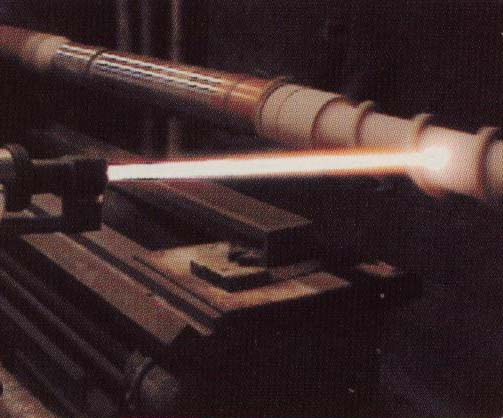
We can repairing your worn injection molding or extrusion screw back to OEM specifications. After inspection we will provide you with an analysis and price quotation to repair. The repair process includes stripping the current screw, grinding, then welding stainless steel onto the flites, applying Colmonoy 56 or Colmonoy 83 hardfacing for protection and then applying chrome plating or nitriding the screw depending on application. A rebuilt screw can be a great value as it typically can cost 50 – 75% of the price of a new screw. Worn screws can typically be rebuilt 4-5 times over the life of a screw saving thousands.
When looking to rebuild a worn screw ask yourself these questions:


Broken drive ends and broken retainer studs in an injection molding screw are two of our most common screw repairs. Just send us your broken screw and we can usually repair a broken drive end and remove a broken retainer stud – (including repairing any thread damage) within 1 -2 weeks after receipt of screw. Expedite options are are available and we can many times complete the repair work in 2-4 days.

Broken Drive End
Even minor screw wear and defects can have a significant effect on the overall performance of the extrusion and injection molding screw. We will inspect and measure the screw flites for wear, check for straightness and clean and polish the screw. We can also strip and rechrome screws which can help save money by reducing scrap rate and improving production. Turnaround time is typically 2-4 days.
.
Full Encapsulation provides the ultimate in abrasion and corrosion resistance for single and twin feedscrews. This option covers the tops of flights, flight sides and the root/core of the entire feedscrew.
Carbide coating is recommended when process very high fiberglass content, calcium carbonate, titanium dioxide, metals, ceramic or other abrasive fillers.


When rebuilding a worn screw we weld a hard-surface material to the screw flites. The wear resistance of the nickel based Colmomoy 56 and Colmonoy 83 is good to every good when used in conjunction with chrome plating or ion nitriding.
Colmonoy #56: Nickel based. More wear resistant than Stellite. Recommended for a small percentage of glass-filled or resins or high percentage of regrind. 50 to 55 RC hardness
Colmonoy #83: Nickel-tungsten based. Contains tungsten carbide particles for extreme wear applications including glass filled nylon. 59-64 RC.
Nitriding: Increases the hardness and life of tool steel screws such as 135M and 4140. Very cost effective.
Chrome Plating: Offers hardness and low friction with corrosion protection. Double and triple chrome plating often used for corrosive applications.
Carbide Coating: Guaranteed to double the life of a 9V screw.
Telar is a leading supplier of front end components at the industries lowest prices. Huge inventory of screws, barrels, screw tips, end caps, nozzles and nozzle tips. We have inventory on many of the most popular injection molding machine makes and models. Same day shipping available on orders received by 5:00 pm EST. Rush orders 1-2 weeks.
Please visit our main website at www.telarcorp.com for more great savings on pneumatic conveying components and auxiliary equipment including loaders, dryers, chillers, temperature controls, hot runner controls, granulators and additive feeders.




![]()